Modular house construction services have become a strategic solution for pharmaceutical enterprises that need to balance strict cleanroom requirements, accelerated project timelines, and compliance with international safety standards. Instead of spending years on traditional concrete construction, pharmaceutical companies can now deploy GMP‑ready facilities, QC laboratories, warehouses, and supporting office or dormitory areas using high‑performance modular systems.
As a global engineering camp and modular housing expert, CDPH (Beijing Chengdong International Modular Housing Corporation) has translated its experience in energy, mining, airport and large infrastructure camps into robust, clean and efficient modular solutions that fit the unique needs of the pharmaceutical industry.
This article explains how modular house construction services work for pharma projects, why they matter, and how CDPH helps enterprises achieve clean, fast, and compliant facilities.

Why Pharmaceutical Enterprises Are Turning to Modular Construction
Pharmaceutical and biotech projects face three simultaneous pressures: regulatory compliance, speed to market, and operational safety. Modular house construction directly addresses all three.
First, speed has become a competitive weapon. Launching new production capacity or a specialized cleanroom faster can determine how quickly a new drug or medical device reaches patients. Modular construction shifts most work off‑site into a factory, reducing on‑site disruption and compressing overall schedules.
Second, compliance and cleanability are non‑negotiable. Pharmaceutical environments require controlled particulate levels, antimicrobial surfaces, reliable temperature and humidity control, and robust segregation of production, storage and personnel flows. Modular systems designed for engineering camps in harsh and sensitive environments can be upgraded with pharma‑specific finishes, cleanroom envelopes and HVAC controls to meet these needs.
Third, risk and lifecycle cost must be controlled. Because modular houses are factory‑produced under repeatable processes, quality is more consistent than many ad‑hoc site builds. This improves structural reliability, envelope performance, and long‑term maintainability, which directly impacts GMP audits and operational risk.
In short, modular solutions are no longer temporary or “second‑class” buildings. For many pharmaceutical enterprises, they have become a preferred model for fast, compliant and scalable capacity.
CDPH’s Modular Product System for Pharma Scenarios
CDPH’s product portfolio was originally developed for large‑scale engineering camps in challenging climates and high‑spec use cases, including energy projects, airports, schools and hospitals. This portfolio transfers naturally into pharmaceutical applications.
Key product families that can serve pharma projects include:
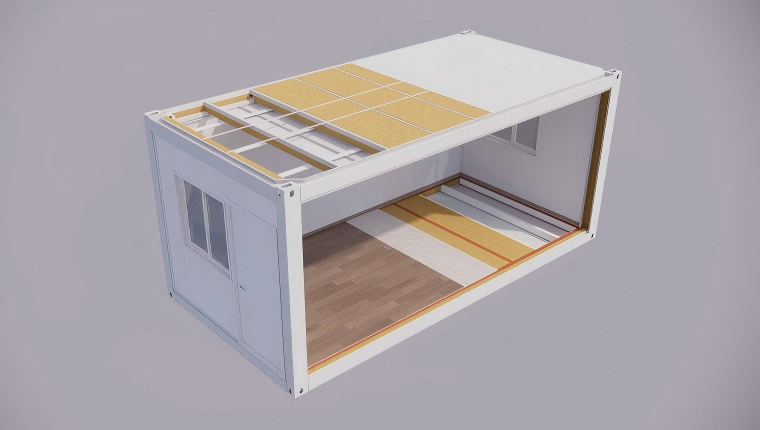
Container House (Modular House / Box‑Type Unit)
Standardized modules with fixed length, width and height that can be combined horizontally and vertically to create offices, laboratories, control rooms, storage areas, or auxiliary clean zones. Units are designed for:
Rapid deployment and relocation as project needs evolve
Stacking up to multiple stories
Factory‑installed insulation, electrical systems, and interior finishes
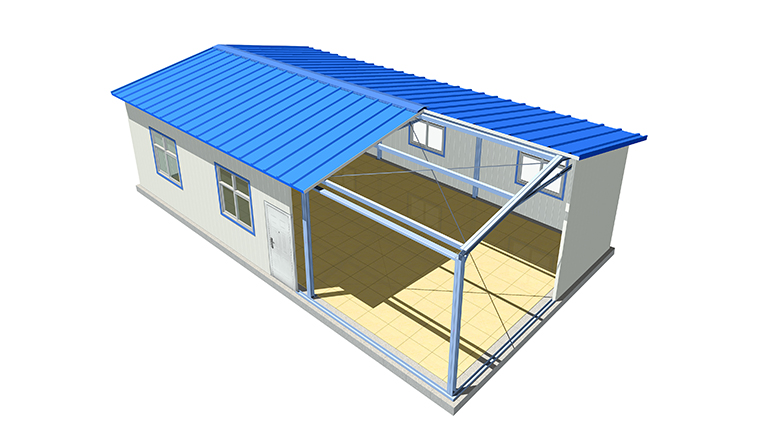
Prefab House (ZA Type House and Similar Systems)
Integrated light steel framed buildings using cold‑formed, hot‑dip galvanized profiles and sandwich panels. These are ideal for:
Office buildings for QA / QC teams
Staff amenities (meeting areas, training rooms)
Non‑classified technical rooms and maintenance workshops
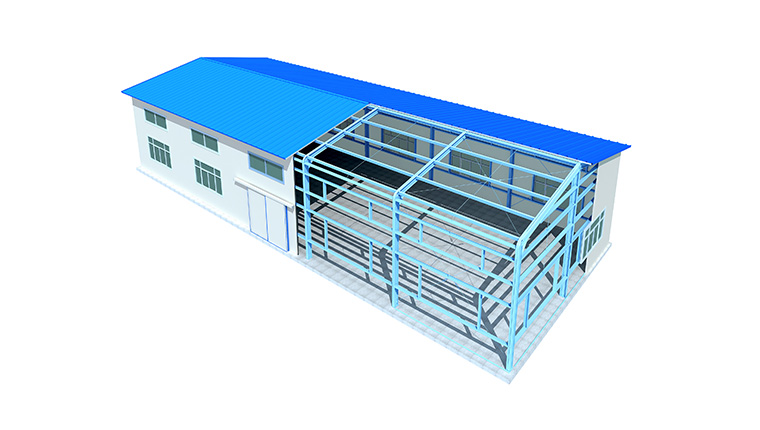
Steel Structure Systems (M‑Steel, H‑Steel)
Light and heavy steel structures designed for large‑span or high‑bay spaces such as:
Bulk raw‑material warehouses
High‑rack finished goods stores
Central utilities buildings and large process halls
Light Steel Villas and Semi‑Permanent Housing
High‑comfort, semi‑permanent buildings for:
Long‑term staff accommodation near remote pharma plants
On‑site expert residences or management housing
Representative offices for partners and regulatory visitors
For pharma clients, these building types can be integrated into an overall campus that includes production‑adjacent spaces, controlled logistics, utilities, and high‑quality living and working facilities for employees.
For detailed product categories and technical parameters, users can visit CDPH’s official site at https://www.cdph.net/ (for example, the product or case sections) to understand specific options and reference projects.
Cleanliness: Building for Cleanroom‑Level Environments
Pharmaceutical enterprises require environments that support GMP, ISO cleanroom classes and often specific national pharmacopeia requirements. Modular house construction from CDPH supports these requirements in several ways.
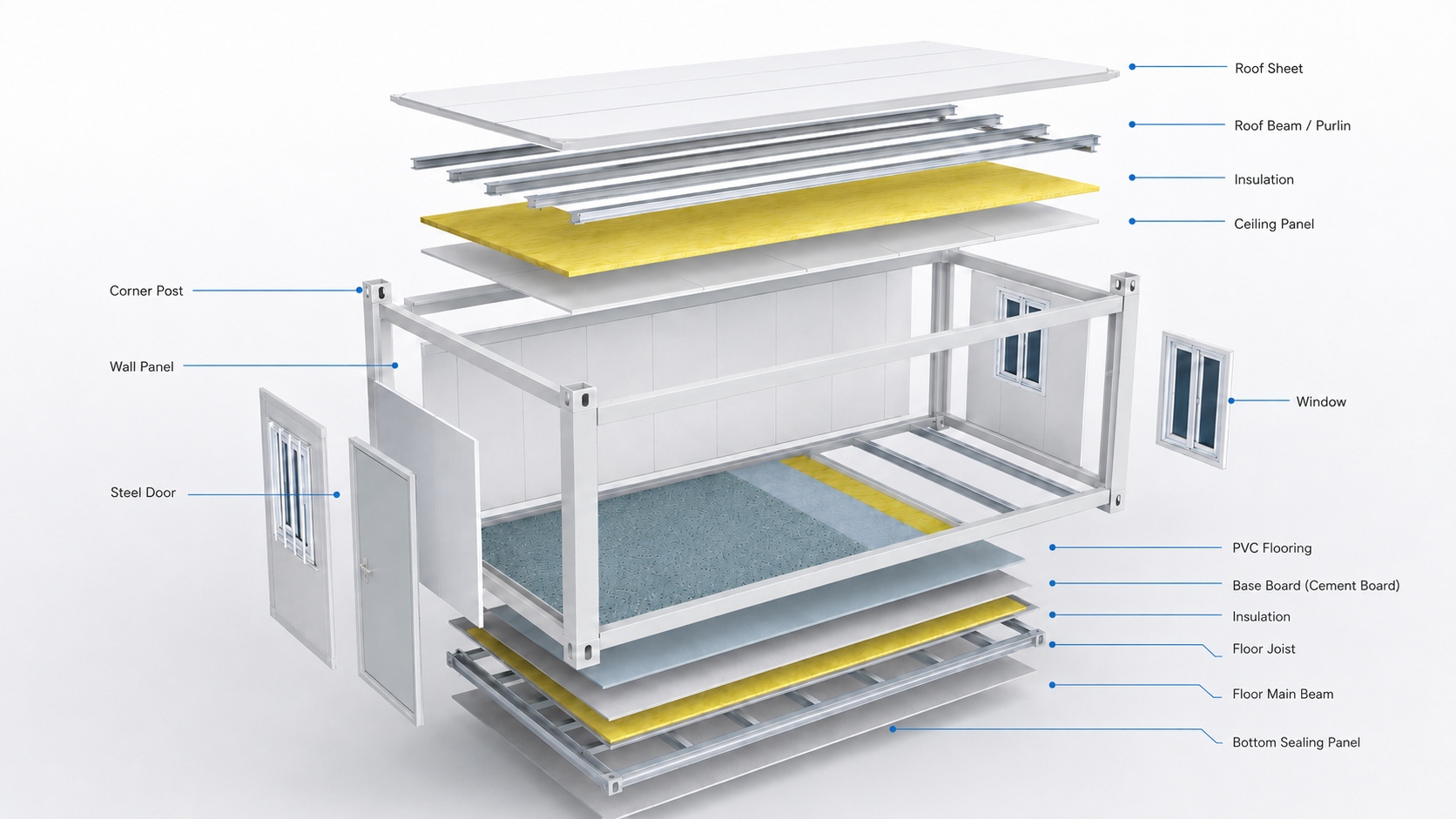
High‑Performance Envelope and Insulation
CDPH modular products use hot‑dip galvanized steel structures combined with insulated wall and roof panels, such as rock wool or glass wool color‑steel sandwich panels. Typical wall thicknesses of 75–100 mm with optimized thermal conductivity ensure:
Stable interior temperature and humidity, supporting HVAC cleanroom design
Reduced risk of condensation and microbial growth in envelope assemblies
Enhanced acoustic performance for quiet lab and production environments
In pharmaceutical clean areas, these panels can be further upgraded with:
Smooth, easy‑to‑clean inner surfaces
Joints designed to minimize particle traps
Compatible detailing for cleanroom doors, windows, and pass‑throughs
Integrated Interior Systems for Cleanability
Because CDPH constructs modules in a factory environment, it can integrate interior elements that are critical for cleanliness:
Seamless flooring systems (e.g., cement fiberboard plus resilient top layers) designed for frequent cleaning and disinfection
Overhead ceilings with concealed or semi‑concealed services, minimizing horizontal dust‑collecting surfaces
Pre‑fabricated bathroom pods and wet rooms that prevent leakage and water accumulation, reducing microbial risk
For pharma applications, this approach allows technical teams to:
Separate clean and non‑clean traffic flows
Implement airlocks, gowning rooms, and pressure cascade transitions
Achieve consistent, repeatable construction details across multiple plants or sites
Water, Wastewater and Environmental Systems
CDPH’s camp solutions include modular systems for:
Potable water purification
Wastewater treatment and grease interception
LED environmental lighting and low‑impact site utilities
When adapted to pharmaceutical facilities, these systems support:
Stable supply of high‑quality process and domestic water
Controlled discharge of treated effluents to comply with environmental regulations
Energy‑efficient lighting, reducing heat load and supporting cleanroom HVAC design
In essence, modular house construction can host not only buildings but the complete utility backbone needed for clean and sustainable operations.
Rapid Deployment: From Concept to Operation in Compressed Time
Speed is the most visible advantage of modular house construction for pharmaceutical projects.
Off‑Site Prefabrication
With CDPH, most structural, envelope, and interior fit‑out elements are completed in the factory. This means:
Site work (foundations, external utilities, roads) can run in parallel with module fabrication
Weather delays on site are significantly reduced
Quality control is performed in a stable environment with repetitive processes
For pharma enterprises launching new products, scaling capacity for API production, or building vaccine fill‑finish lines, this parallel workstream structure can reduce time‑to‑operation by months compared to traditional methods.
Modular Planning and Standardization
Because CDPH uses fixed modular dimensions and proven structural systems, design cycles can be shortened:
Re‑use of standard module layouts for offices, laboratories, QC rooms, and change rooms
Pre‑validated technical details for windows, doors, wall joints and stairs
Scalable layouts that can grow over time by adding modules horizontally or vertically
For multi‑site pharmaceutical operators, this allows the creation of standard “facility templates” that can be deployed globally with predictable timelines and performance, while still allowing local adaptation to climate and regulation.
Logistics and Global Footprint
CDPH has delivered engineering camps and modular projects in over 100 countries, with thousands of projects completed globally. This experience translates directly into:
Optimized packaging of modules (for example, multiple flat‑packed units within a standard 20‑foot shipping volume) to minimize transport costs
Familiarity with international shipping, customs processes and inland logistics
The ability to coordinate multiple product systems—building shell, nine‑system utilities, external works—into a single integrated delivery
For a pharmaceutical enterprise, this means reliable schedules even when building in remote or emerging markets where construction capacity is limited.
International Safety and Compliance for Pharma Facilities
Pharmaceutical enterprises must demonstrate not only product quality but also building and occupational safety compliance according to international and local regulations.
Structural and Product Certification
CDPH’s modular house products are supported by international certifications and factory controls. For example, CDPH has obtained European conformity verification for modular house products according to EN 1090‑1 (steel structures) and related norms, with clearly defined technical documentation and test reports. These certifications confirm that structural components are produced and controlled under recognized European standards, supporting safe use in international markets.
For pharma facilities, this structural reliability forms the foundation for:
Safe occupancy and equipment loads
Resistance to wind and other environmental loads
Consistent performance during the planned life of the facility
Quality, Environmental, and Occupational Health Systems
CDPH operates under certified management systems, including ISO 9001 (quality), ISO 14001 (environmental management), and occupational health and safety standards. This ensures:
Traceable production processes and material control
Structured environmental and waste management practices
Systematic occupational safety measures for workers during construction and operation
These systems align well with the expectations of multinational pharmaceutical firms and help support corporate ESG and EHS commitments.
Fire Safety, Security, and Emergency Systems
Drawing from its “nine systems” camp concept, CDPH can design and supply:
Fire detection and alarm systems, including wireless fire alarms for flexible layouts
Emergency lighting, evacuation signage, and fire‑fighting equipment
Security systems such as access control, CCTV, perimeter intrusion alarms and smart monitoring towers
Pharmaceutical enterprises benefit from these ready‑made, integrated safety solutions, which can be tailored to:
High‑value product and IP protection
Controlled access to clean areas and critical utilities
Compliance with local fire codes and insurance requirements
Typical Modular Configurations for Pharmaceutical Projects
Modular house construction can cover the entire physical footprint of a pharmaceutical site, not only core process areas. Typical configurations include:
Clean Support Facilities
QC and analytical laboratories
Packaging, labeling and secondary operations areas
Gowning rooms, material preparation spaces
Technical and Utility Buildings
Boiler, chiller and HVAC plant rooms
Water treatment and wastewater plants
Electrical substations and control rooms
Administrative and Support Spaces
Offices for production, QA, engineering, supply chain
Meeting rooms, training centers and control centers
Canteens, recreation areas and medical stations
Accommodation and Living Camps (for remote pharma sites)
Dormitory blocks for shift workers and technicians
Light‑steel villas for senior management and expat experts
Medical posts, small clinics and emergency response rooms
Using the same modular technology across these different building types simplifies operation, maintenance and future upgrades.
Advantages of Partnering with CDPH for Pharma Modular Projects

For a pharmaceutical enterprise, choosing CDPH as a modular house partner provides several distinct advantages.
End‑to‑End Integrated Services
CDPH offers full‑chain services from planning to operation for engineering camps and modular facilities, including:
Site planning and master layout based on topography, climate and functional requirements
Architectural and engineering design for buildings and nine supporting systems (water, power, roads, environment, security, etc.)
Production of modular units, quality control, and logistics planning
On‑site installation, fit‑out coordination and commissioning support
This integrated approach reduces the burden on the client’s internal project team and simplifies vendor management.
Proven Global Experience
With thousands of projects completed in more than 100 countries, including in very harsh climates (extreme cold, high heat, coastal corrosion zones, deserts and plateaus), CDPH brings:
Deep knowledge of local regulatory and environmental constraints
Flexible design practices for different climatic zones, seismic categories and soil conditions
Experience working with international contractors, ENR 250 companies and public‑sector owners
Pharmaceutical enterprises can leverage this experience to de‑risk international expansions and greenfield projects.
Reliability, Safety and Lifecycle Cost
The combination of light steel structures, corrosion‑protection measures (such as hot‑dip galvanizing), optimized envelope systems and standardized details yields:
Long service life (up to 25+ years for semi‑permanent structures when maintained properly)
Lower maintenance costs and downtime
Lower overall lifecycle cost compared to many traditional builds, especially in remote or logistically challenging locations
In pharmaceuticals, where facility downtime can directly impact product supply and revenue, this reliability is a major strategic benefit.
Use Cases: How Pharma Enterprises Can Apply Modular House Services
Below are typical scenarios where CDPH modular house construction services are particularly valuable for pharmaceutical companies:
Fast‑Track Pilot Plants and Clinical Production
When moving quickly from R&D to clinical batches, modular container or light‑steel buildings can host small‑scale production lines, packaging areas and QC labs, later being repurposed or relocated as programs progress.
Capacity Expansion Adjacent to Existing Facilities
For existing plants that need additional storage, secondary packaging or staff spaces, modular buildings can be added within the site boundary with minimal disruption to ongoing GMP operations.
Greenfield Sites in Emerging Markets
Multinationals entering new markets often face limited local construction capacity. CDPH modules, produced in China and shipped globally, enable predictable quality and timing while still complying with local codes and standards.
Temporary or Surge Capacity
In response to public health emergencies or sudden demand spikes (for example, vaccines or specific APIs), modular plants and support facilities can be designed as surge capacity that is later relocated or reconfigured.
Remote API or Bioprocessing Sites with On‑Site Living
For remote bulk‑production or extraction projects, CDPH can deliver the full camp solution: process‑adjacent buildings, technical utilities, and worker accommodation, all integrated into a single, safe and clean campus.
Getting Started with CDPH Modular House Construction Services
Pharmaceutical enterprises considering modular solutions should begin with a structured planning phase:
Define capacity and functional requirements (production area, labs, storage, utilities, offices, accommodation).
Identify cleanroom classifications, regulatory frameworks (GMP, FDA, EMA, WHO, local) and environmental constraints.
Determine timeline and budget constraints, including any need for phased deployment or relocation.
Engage CDPH to develop a camp‑style or campus‑style masterplan, integrating buildings, utilities, logistics flows and safety systems.
From there, CDPH can translate high‑level pharma requirements into a detailed modular design, manufacturing plan and implementation schedule.
For further information on CDPH’s modular house construction services, product systems and global cases, readers can visit the official website at https://www.cdph.net/ and explore the product and case sections tailored to integrated modular housing and engineering camps.









 More
More


















![Top Advantages of Modular Construction Explained [2025]](/uploads/upload/images/20250424/0fb390068474145a09a8c0504c73b1d2.png)
 May 09, 2025
May 09, 2025





