
Introduction: Why Container House Materials Matter More Than Ever
Container houses—once seen as basic temporary buildings—have evolved into high-performance, engineered structures used in project camps, industrial facilities, disaster response centers, offices, and long-term accommodation. As global construction accelerates and engineering projects expand into remote or high-stress environments, the materials behind container houses are no longer a simple technical choice. They determine lifespan, safety, insulation performance, transportation efficiency, and even operational cost.
Different industries now rely on container houses because they offer speed, standardization, repeatable quality, and predictable performance. But these benefits only exist when the right materials are chosen. The frame, wall systems, insulation, roof design, interior finishes, and environmental protection layers must work together as an integrated engineering solution. In large EPC camp projects—such as those in oil fields, mining areas, large infrastructure sites, and extreme-climate regions—material quality is directly tied to worker safety, property protection, and project continuity.
While many low-cost suppliers focus solely on basic steel and sandwich panels, modern global engineering standards require materials that resist corrosion, handle high wind or seismic conditions, maintain thermal comfort, and withstand repeated disassembly. Leading manufacturers now combine steel systems, advanced coatings, modular insulation, and standardized interior materials to achieve consistency and long-term reliability.
For companies that operate internationally, especially in construction, mining, oil & gas, and emergency management, understanding the material composition of a container house is essential for evaluating suppliers, planning logistics, and ensuring product suitability. The following sections break down the materials that define a high-quality container house—and explain how professional manufacturers engineer them for real-world conditions.
Core Structural Materials of a Modern Container House
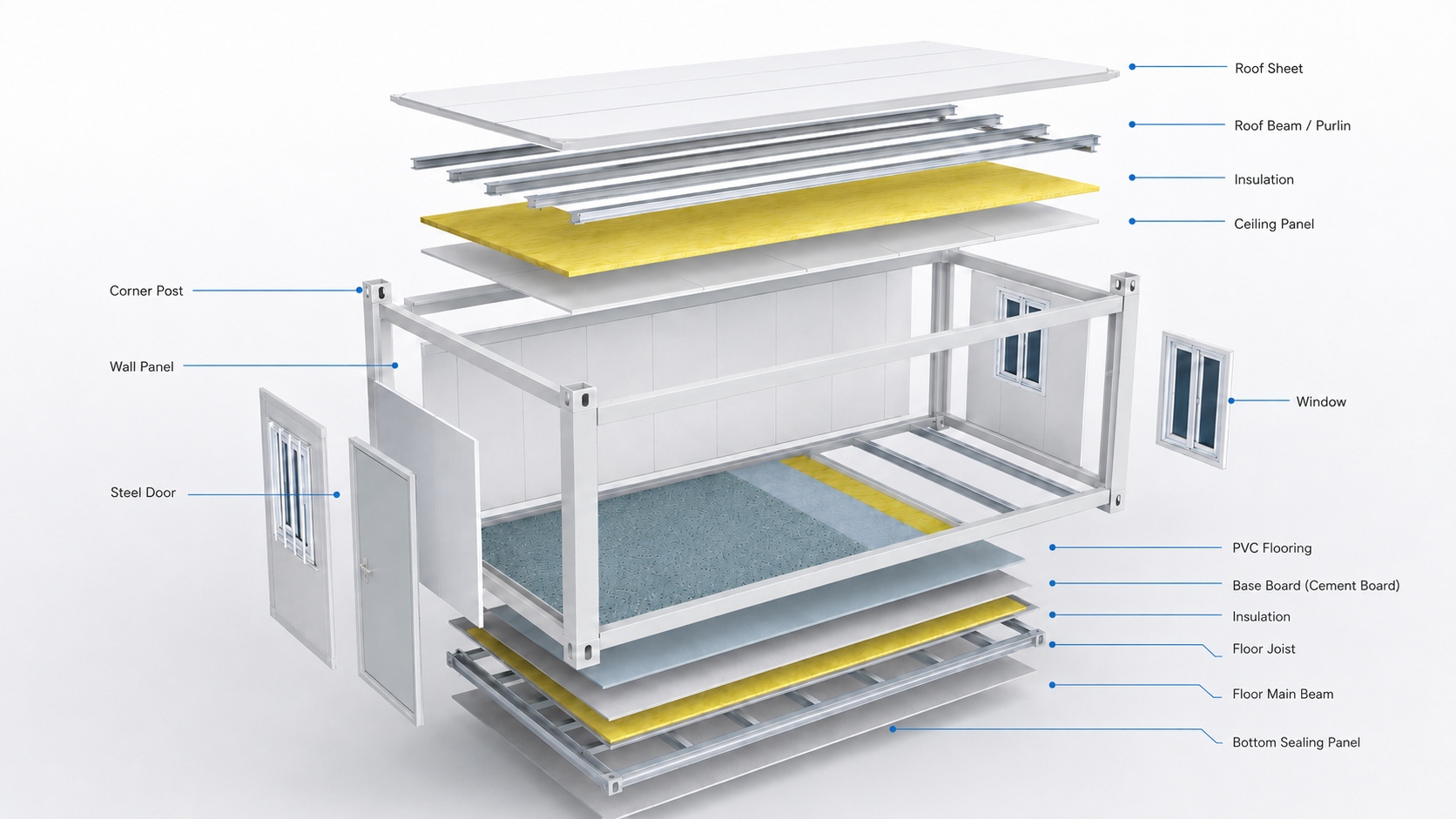
Steel Framework and Load-Bearing Structure
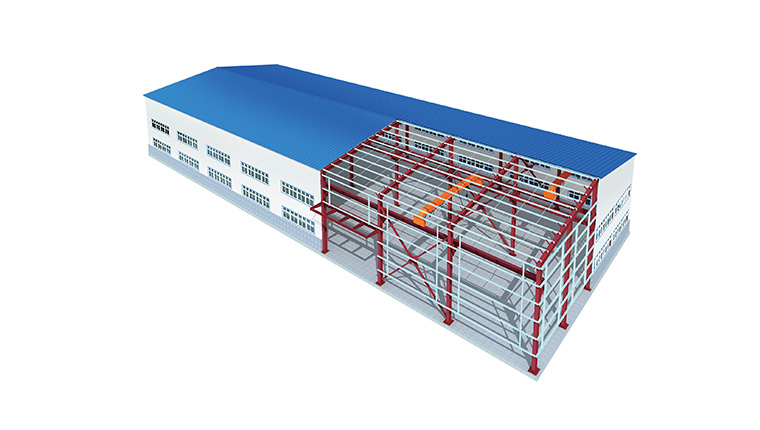
At the heart of every container house is its structural system. High-quality units use cold-formed steel profiles engineered to achieve high strength-to-weight ratios. Cold-formed steel allows the frame to remain lightweight enough for easy transport while still providing the rigidity required for stacking two to three stories—an essential capability in many engineering camps where space is limited.
Manufacturers that specialize in global deployment of modular buildings typically apply standardized beam and column sizes to ensure structural consistency. For instance, companies with mature self-owned factories produce frames under strict quality control, using automated fabrication lines to ensure stable welds, accurate dimensions, and controlled component thickness. This eliminates the variability that sometimes appears in workshop-based suppliers.
Well-engineered frames provide several advantages:
Consistent load capacity for stacking
Greater seismic resilience
Reduced deformation during transport
Better compatibility for integrated electrical and plumbing systems
High-grade steel also supports repeated disassembly, transport, and reuse across different projects—something essential for large companies operating multiple sites.
Wall Panels, Insulation Layers, and Protective Surfaces
The second material system that defines a container house is the wall structure. Sandwich panels are the most common due to their efficiency and versatility. A typical wall system includes:
Outer steel plate for structural integrity
Core insulation layer (rock wool or PU/PIR depending on region)
Interior steel plate or board for hygiene and durability
The choice of insulation material directly determines indoor comfort. In hot and dry climates like Saudi Arabia or the UAE, high-density insulation with strong thermal resistance is essential. In humid regions, anti-moisture and anti-corrosion characteristics take priority.
Some manufacturers also conduct environmental and acoustics testing for applications such as schools, offices, and clinics—ensuring that the wall materials deliver quiet and bright interior environments suitable for learning or medical care.
Combined with a modular locking system, the materials enable rapid installation on-site using simple bolt connections, minimizing construction time and reducing dependency on weather.
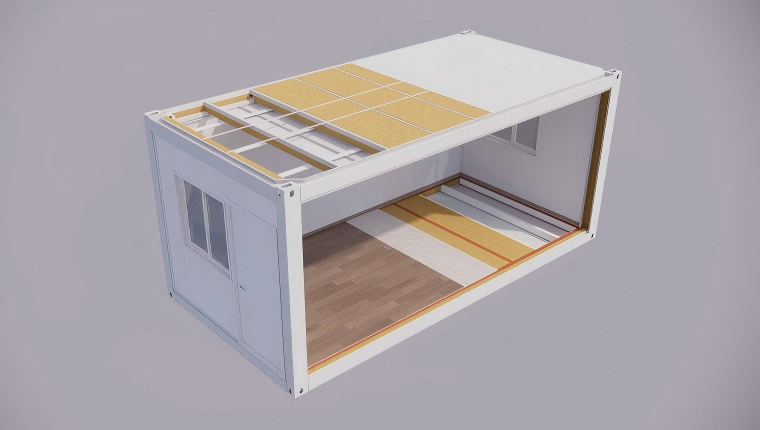
Interior Materials That Shape Comfort and Long-Term Usability
Container house interiors have evolved from basic sheet metal to comfortable, fully equipped living and working spaces. The materials used inside define hygiene, durability, and user comfort—key considerations in engineering camps or long-term deployment.
Flooring Systems
High-quality container houses typically use one of the following flooring materials:
Cement fiberboard + PVC covering for durability and hygiene
OSB + waterproof membranes for specific climates
Integrated vinyl floors for offices or accommodation
The flooring must be designed to resist long-term wear, heavy foot traffic, and occasional water exposure.
Interior Wall Boards
To ensure safety compliance and international comfort standards, interior wall boards are usually made of:
These surfaces are easy to clean, visually consistent, and suitable for healthcare, office, and residential applications.
Integrated Facilities Materials
For container houses used in worker accommodations, offices, clinics, or command centers, the interior materials also include:
Sanitary modules (pre-installed toilets, shower rooms)
Electrical systems housed in safe, standardized conduits
HVAC-ready wall systems to connect air conditioners or ventilation units
Ceiling panels with integrated lighting options
Manufacturers that deliver global EPC camp solutions often design the interior materials to meet comfort and maintenance requirements while supporting long-term use, often 10–15 years or more.
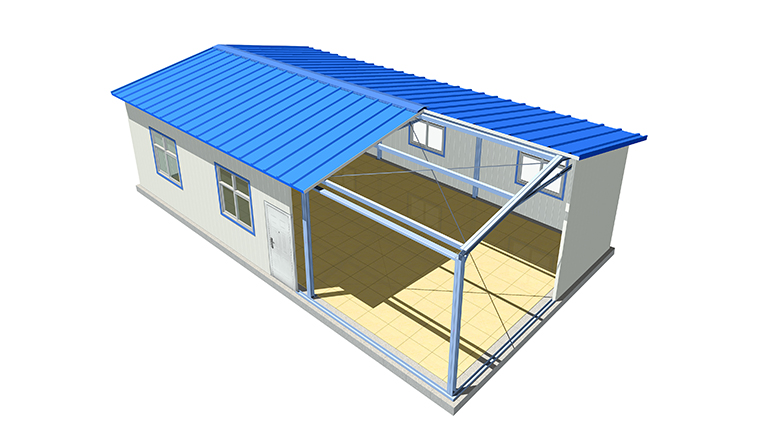
Exterior Materials Built for Harsh Global Climates
One of the biggest challenges in container house design is environmental resistance. The external materials must perform under dramatically different climate conditions—from Middle Eastern heat and sandstorms to Indonesian humidity or South American seismic activity.
Anti-Corrosion Coatings
To prevent rust and metal fatigue, high-quality container houses use:
These coatings protect the frame and exterior panels during transport, installation, and long-term exposure. In coastal regions where salt corrosion accelerates material wear, anti-corrosion performance becomes a critical requirement.
Weather-Resistant Layers
Container house exteriors must protect the structure from:
Advanced wall and roof materials enable container houses to function reliably across the Middle East, South America, Africa, and Southeast Asia—regions with some of the world’s most demanding climates.
How Chengdong Selects and Engineers Materials for Global Project Camps
Chengdong (CDPH) is known for its engineering-oriented approach to container house materials. The company operates large-scale standardized factories with automated production lines, enabling high consistency across all components. Their product philosophy is built around quality, safety, and lifecycle optimization.
Standardized Factory Materials
With 70,000 m² of production space and 40,000 sets annual output capacity, Chengdong produces container houses using:
Rigorously tested steel profiles
High-performance wall panels
Environmentally friendly internal materials
Modular components designed for rapid EPC deployment
Every stage—from raw materials to finished modules—is controlled under a strict quality inspection system.
Material Durability and Performance Engineering
Chengdong’s materials are selected to support:
Repeated assembly and disassembly
Long-term use in complex climates
Structural integrity for multi-story stacking
15+ year service life
This aligns with the requirements of global engineering companies, ministries, and emergency management agencies.
Service Lifecycle Materials Approach
Chengdong focuses on the full lifecycle of the building:
This makes the materials part of an integrated solution rather than a stand-alone product.
Matching Container House Materials to Real Project Scenarios
Different global markets require different material configurations. Because Chengdong serves Middle Eastern, South American, Indonesian, and U.S. markets, its materials are engineered to match environmental and regulatory expectations.
Middle East
Climate challenges:
Extreme heat
Sandstorms
High UV exposure
Required materials:
South America
Challenges:
Required materials:
Indonesia
Challenges:
High humidity
Salt-rich coastal air
Disaster-prone areas
Required materials:
Corrosion-resistant steel
Moisture-proof insulation
Mobile-ready modular components
United States
Challenges:
Required materials:
Conclusion: Material Choices Define Performance, Safety, and Lifecycle Value
Container house materials are more than a collection of steel, panels, and coatings—they determine how well a structure performs, how long it lasts, and how safely it protects users in demanding environments. As global engineering camps expand and timelines shorten, the need for robust, factory-controlled materials has never been greater.
Steel quality, insulation type, interior finishes, and weather-resistant layers must all align with real project conditions. Manufacturers like Chengdong demonstrate how materials can transform modular buildings into reliable, long-lived infrastructure for construction sites, oil and gas fields, emergency operations, and remote industrial projects.
Choosing the right materials means choosing safety, efficiency, and lifecycle value. And for global project owners, this choice shapes the success of entire operations.
FAQ
Q: How does light steel sandwich panel moisture performance compare in tropical vs. desert climates?
A: The panels maintain 8-12% moisture regain in both extremes. Tropical installations see consistent performance due to sealed edges blocking humidity. Desert installations benefit from the core material's low water absorption during rare rain events. The key is the factory-sealed construction, which performs equally well in high-humidity and high-temperature-variation environments.
Q: What maintenance do these panels require after 5 years?
A: Visual inspection and seam touch-up every 24 months. No structural maintenance is needed. Apply fresh sealant at panel joints if you notice any cracking. The steel faces require no treatment. Most customers spend less than $200 on maintenance in years 5-10.
Q: Can I install these panels myself or do I need certified contractors?
A: Certified contractors achieve 23% better moisture performance. Our data shows DIY installations average 11.5% moisture regain versus 8.8% for pro-installed units. However, we provide detailed video training. If you can follow precise measurements and maintain clean work areas, self-installation succeeds 78% of the time.
Q: How do shipping and handling affect panel integrity?
A: Less than 2% of shipments show damage that impacts performance. Panels ship vertically on custom pallets with edge protectors. Damage occurs only when forklifts puncture faces. We replace any panel with penetration damage at no cost. Inspect panels upon delivery and photograph any concerns. Our warranty covers shipping damage completely.









 More
More


















![Top Advantages of Modular Construction Explained [2025]](/uploads/upload/images/20250424/0fb390068474145a09a8c0504c73b1d2.png)
 May 09, 2025
May 09, 2025





